
产品详细介绍
生产这家声测管厂家不错的基地")
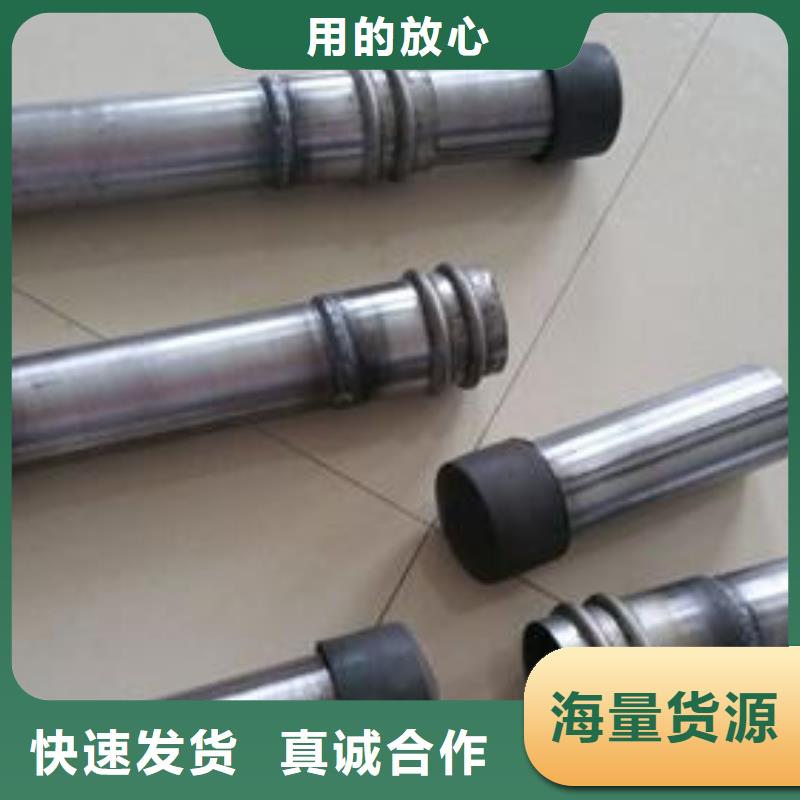
除少数直接承受动力荷载结构的某些连接外,焊接可广泛用于工业与民用建筑钢结构的连接们钢结构的焊接方法有电弧焊电阻焊等。电弧焊的质量比较可靠,是常用的一种焊接方法。电弧焊可分为手工电弧自动或半自动埋弧焊气体保护焊等。钳压式声测管常用于冷弯薄壁型钢的焊接手工电焊弧由于电焊设备简单,使用方便,应用广泛,可用于空间的焊接,特别适用工地安装焊缝短焊缝和曲折焊缝的焊接。但它生产效率低劳动条件差,焊接质量在一定程度上受焊工水平的影响。为了经济合理,要求选择手工焊条的型号应与构件钢材的强度相适应,当不同强度的钢材连接时,宜采用与低强度钢材适应焊条系列。自动埋弧焊由于电弧热量集中,故熔深大,焊缝质量均匀,塑性和冲击韧性都好,因而优于手工焊。半自动埋弧焊的质量介于自动焊与手工焊之间。
生产这家声测管厂家不错的基地")
生产这家声测管厂家不错的基地")
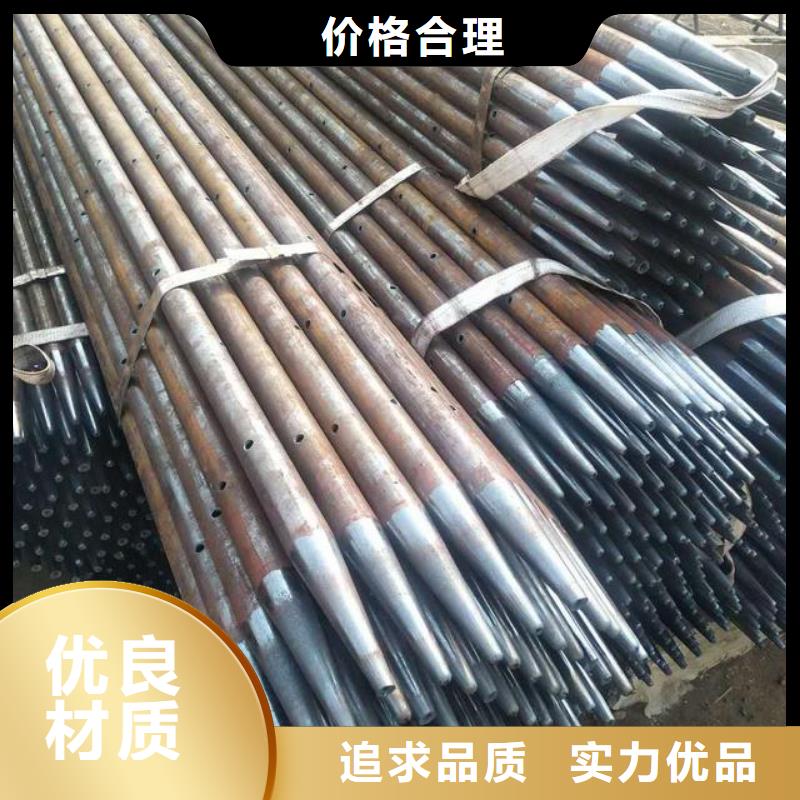
钻孔排土。根据偏位的程度在桩前侧用地质钻机钻1~2个400mm、深24m的孔,插入 注浆管,注水造浆,同时排浆清除桩身前侧土体,以有利于用较小的水平推力回复桩位。(2)安装反力架,就位千斤顶,推桩移位。用高压注浆管贴紧桩身冲孔,深至持力 层,借千斤顶初步推桩移位,要严格控制推挤桩顶移位的速率,以2~5cm/h为宜,完成总偏移量的一半时停30~60min,保持用高压注浆管扩孔,第二次将桩顶推至复位。(3)桩的固定。在桩侧的孔穴内,灌入5~25mm碎石,人工插捣致密,注入速凝水泥浆,使桩侧和桩底虚土中的孔隙部分被浆液所充填 ,散粒被胶结,并较大幅度的增加桩侧和桩底一定范围内的土体强度和变形模量,提高桩底土的抗偏荷载能力。(4)对所有经纠偏处理的桩进行再次低应变检测,以便确定还有缺陷的声测管的损伤位置,然后用高压水冲洗声测管孔至损伤处以下1 ~2m,排出泥浆,投5~25mm碎石并注入速凝水泥浆,使管内形成牢固的混凝土柱。这样,不但可加固桩身,保证损伤程度不再加剧,而且能确 保开口声测管以全断面承受荷载。
生产这家声测管厂家不错的基地")
生产这家声测管厂家不错的基地")
生产这家声测管厂家不错的基地")